-
 ABB機器手臂上手容易,能夠與工具機或加工單元整合,可運用於專用機、壓鑄機、沖壓機、CNC加工機、橡塑膠設備執行搬運、疊棧、串接搬運及工件加工製程。 可程式化的高彈性生產特性,可長時間運轉,在高溫、潮濕和高PH值環境下,仍可以保持穩定與靈活工作。
ABB機器手臂上手容易,能夠與工具機或加工單元整合,可運用於專用機、壓鑄機、沖壓機、CNC加工機、橡塑膠設備執行搬運、疊棧、串接搬運及工件加工製程。 可程式化的高彈性生產特性,可長時間運轉,在高溫、潮濕和高PH值環境下,仍可以保持穩定與靈活工作。 -
 永豐程可配合客戶需求,規劃設計後,再進行 AI 系統建置: 1. 設備製程數據收集大數據分析 2. 建立與訓練 AI 模型 3. 部署 AI 模型於本地端 4. AI 模型即時監控與預測 5. 製程異常預警與品質檢控應變 AI 系統(人工智慧系統)是一種能模擬人類智慧的軟體或硬體解決方案,透過演算法和大量數據進行學習、推理和決策。這些系統可以自動處理複雜任務,像是影像辨識、自然語言處理、預測分析,甚至自動控制。
永豐程可配合客戶需求,規劃設計後,再進行 AI 系統建置: 1. 設備製程數據收集大數據分析 2. 建立與訓練 AI 模型 3. 部署 AI 模型於本地端 4. AI 模型即時監控與預測 5. 製程異常預警與品質檢控應變 AI 系統(人工智慧系統)是一種能模擬人類智慧的軟體或硬體解決方案,透過演算法和大量數據進行學習、推理和決策。這些系統可以自動處理複雜任務,像是影像辨識、自然語言處理、預測分析,甚至自動控制。AI 系統核心組成
- 資料收集:感測器、攝影機、IoT 設備蒐集環境數據。
- 資料處理:清理、標註資料,準備餵給模型訓練。
- 模型訓練:用深度學習、機器學習演算法建立決策模型。
- 推論與決策:即時分析新數據,執行最佳決策或動作。
- 系統整合:與現場設備、PLC、ERP、SCADA 等系統連線,形成閉環控制。
AI 技術類型
- 機器學習 (ML):用數據訓練模型,學習隱藏模式和規律。
- 深度學習 (DL):使用多層神經網路,處理複雜數據(如影像、語音)。
- 電腦視覺 (CV):辨識圖像、影像中的物件、文字、瑕疵等。
- 自然語言處理 (NLP):理解和生成人類語言,例如客服聊天機器人。
- 強化學習 (RL):透過不斷試錯,自我優化策略,適合自動化控制。
應用範例
1. 品質檢測(電腦視覺)
🔍目標:即時檢測生產線產品是否有瑕疵。
🔧 解決方案:- 用攝影機拍攝產品影像
- 辨識裂痕、刮痕、異物
- 檢測到瑕疵時,控制 PLC 啟動剔除機制
2. 預測性維護(機器學習 + 感測器)
🔍 目標:提前預測設備故障,避免停機損失。
🔧 解決方案:- 收集溫度、震動、電流等感測器數據
- 用隨機森林或 LSTM 模型學習正常/異常狀態
- 偵測異常時,提前通知維修人員
3. 能源優化控制(強化學習 + SCADA)
🔍 目標:根據時間電價和用電需求,自動調整設備運行策略。
🔧 解決方案:- 即時監控電力數據
- 用強化學習模型找出最低成本的運行組合
- 自動調整變頻器、空調、儲能系統運行參數
未來發展趨勢
- 邊緣 AI:在端點設備(如 IPC、智慧相機)直接運行 AI 模型,降低延遲。
- 生成式 AI:快速產生生產計劃、維護建議,幫助決策更聰明。
- 數位孿生:用 AI 模擬工廠生產環境,預測各種情境下的最佳策略。
-
 配合客戶需求 進行 AI 系統程式開發與系統建置: 1. 設備製程數據收集大數據分析 2. 建立與訓練 AI 模型 3. 部署 AI 模型於本地端 4. AI 模型即時監控與預測 5. 製程異常預警與品質檢控應變
配合客戶需求 進行 AI 系統程式開發與系統建置: 1. 設備製程數據收集大數據分析 2. 建立與訓練 AI 模型 3. 部署 AI 模型於本地端 4. AI 模型即時監控與預測 5. 製程異常預警與品質檢控應變 -

ERP 系統(Enterprise Resource Planning,企業資源規劃)可整合企業各部門資源的軟體,幫助公司提升效率、優化流程,並即時掌握營運狀況。它將財務、供應鏈、生產、人力資源、銷售等模組整合到一個平台,讓資料流動更順暢、決策更精準。
🔧 ERP 核心功能:
- 財務管理:會計處理、預算編列、現金流追蹤。
- 供應鏈管理 (SCM):庫存控制、採購、供應商協調。
- 生產與製造:物料需求計劃 (MRP)、生產排程、工單管理。
- 人力資源管理 (HRM):人事資料、薪資計算、績效評估。
- 客戶關係管理 (CRM):銷售管道、客戶資料、訂單處理。
-
 FAUNC 手臂長年使用於汽車產業、科技產業、傳統產業,並長時間連續24小時不間斷生產,以高穩定度受到客戶認同。 手臂產品齊全,手臂產品負荷範圍從 1kg ~ 2.3ton。 可運用於專用機、壓鑄機、沖壓機、CNC加工機、橡塑膠設備執行搬運、疊棧、串接搬運及工件加工製程。
FAUNC 手臂長年使用於汽車產業、科技產業、傳統產業,並長時間連續24小時不間斷生產,以高穩定度受到客戶認同。 手臂產品齊全,手臂產品負荷範圍從 1kg ~ 2.3ton。 可運用於專用機、壓鑄機、沖壓機、CNC加工機、橡塑膠設備執行搬運、疊棧、串接搬運及工件加工製程。 -
 全世界許多大型製造商皆依賴iFIX,監督、控制全廠的資料。強大功能被使用於各種工業應用,例如:電子產業、製藥、生化科技、消費性、食品及飲料、石油、天然氣、電力。
全世界許多大型製造商皆依賴iFIX,監督、控制全廠的資料。強大功能被使用於各種工業應用,例如:電子產業、製藥、生化科技、消費性、食品及飲料、石油、天然氣、電力。 -
 永豐程科技可將 IOT 物聯網系統進行建置、系統整合、整合與串接業主所需。
永豐程科技可將 IOT 物聯網系統進行建置、系統整合、整合與串接業主所需。- 設備生產狀態監控
- 設備資料收集
- MES 系統串接
- 圖控系統串接 / 戰情室串接
- 視覺檢測系統串接
- AI 訓練模型串接
IoT 典型應用場景
-
智慧工廠
- 即時監控機台溫度、震動、能耗
- 異常超標時自動關閉設備,或推播警報到工程師手機
-
能源管理
- 監測電力、水、瓦斯消耗量
- 根據時間電價,動態調整設備運行策略
-
農業自動化
- 感測土壤濕度,自動啟動灑水系統
- 透過影像辨識監測作物健康狀況
-
智慧城市
- 即時監測路燈、垃圾桶、停車位狀態
- 收集交通流量數據,最佳化紅綠燈切換時機
-
醫療監控
- 監測病人心率、血壓、血氧濃度
- 自動發送異常警報給醫護人員
如何開始導入 IoT?
- 目標定義:明確要解決的痛點(如降低停機時間、提升能效)。
- 感測器選型:挑選合適的感測器,確保數據準確可靠。
- 通訊技術選擇:根據現場環境選擇 Wi-Fi、LoRa、5G 等最佳連線方式。
- 平台建置:選擇雲端或邊緣運算平台,設計資料儲存與分析邏輯。
- 逐步測試與調整:從小規模試點開始,逐步擴大導入範圍。
-

可依客戶需求開發 PC-Base 控製系統,採用工業電腦(IPC)或標準 PC 開發設備監控、資料處理和生產控制的自動化解決方案。
PC-Based 控制系統特點:
- 靈活開發:可用多種程式語言開發,如 C#、C++、Python。
- 強大運算能力:處理大量資料、複雜演算法,適用於精密控制。
- 高擴充性:可整合多種工業通訊協議,如 Modbus、EtherCAT、OPC UA。
- 視覺化介面:設計直觀的 HMI(人機介面),即時顯示設備狀態。
- 資料分析與儲存:支援連接資料庫,方便生產追溯和數據分析。
PC-Base 控制系統應用:
- 自動化生產線:控制機械手臂、輸送帶、包裝機等設備。
- CNC 加工:即時控制數位伺服馬達,精準執行切割或鑽孔動作。
- 智慧倉儲:管理 AGV(自動導引車)運行路線,優化物料流動。
- 半導體/電子製造:監控溫度、壓力、濕度等關鍵製程參數。
PC-Base 控制系統開發流程:
- 需求分析:確認控制邏輯、資料流向、介面需求。
- 硬體選型:選擇工業 PC、I/O 模組、感測器、驅動器。
- 軟體設計:撰寫控制演算法、設備通訊模組、警報系統。
- HMI 視覺化:設計生產儀表板,顯示生產狀況、警告訊息。
- 測試與調校:進行模擬測試,確認即時性與穩定性。
- 部署與維護:上線後持續監控系統效能,定期優化。
-

PLC 程式開發是針對可程式邏輯控制器(Programmable Logic Controller)撰寫控制程式,讓工業設備能夠自動執行特定的動作。PLC 廣泛應用於生產線、自動化機械、電力系統和樓宇控制,因為它穩定、即時性高,而且容易與各種感測器和致動器整合!
🔧 PLC 開發基本流程:
- 需求分析:確認控制邏輯、輸入輸出設備(I/O)、警報條件。
- 硬體選型:選擇適合的 PLC 品牌與型號,例如:
- Siemens S7 系列
- Mitsubishi FX / Q 系列
- Allen-Bradley (Rockwell)
- I/O 設計:規劃輸入輸出點,例如:
- 輸入:按鈕、光電感測器、溫度計。
- 輸出:繼電器、馬達、電磁閥、指示燈。
- 程式撰寫:使用 PLC 開發軟體編寫控制邏輯,例如:
- Siemens TIA Portal
- Mitsubishi GX Works3
- Rockwell Studio 5000
- 模擬與測試:使用模擬工具或現場測試,驗證控制邏輯是否正確。
- 現場調校與上線:連接實體設備,進行動態測試與參數調整。
🛠️ 常用 PLC 程式語言(IEC 61131-3 標準):
- Ladder Diagram (LD) 梯形圖:類似繼電器電路,最常用!
- Structured Text (ST) 結構化文字:類似 C 語言,適合複雜運算。
- Function Block Diagram (FBD) 功能方塊圖:以圖形方式設計邏輯。
- Sequential Function Chart (SFC) 順序功能圖:適用於多段式流程控制。
-
 UR 手臂容易上手使用,UR 協作機器人(cobots)具備靈活、安全、學習曲線短,且容易上手使用,讓客戶能快速佈署於生產線上。 UR 協作型機器人(cobot)具備安全與靈活,中小企業也能輕鬆實現生產自動化與省人化。 可運用於專用機、壓鑄機、沖壓機、CNC加工機、橡塑膠設備執行搬運、疊棧、串接搬運及工件加工製程。
UR 手臂容易上手使用,UR 協作機器人(cobots)具備靈活、安全、學習曲線短,且容易上手使用,讓客戶能快速佈署於生產線上。 UR 協作型機器人(cobot)具備安全與靈活,中小企業也能輕鬆實現生產自動化與省人化。 可運用於專用機、壓鑄機、沖壓機、CNC加工機、橡塑膠設備執行搬運、疊棧、串接搬運及工件加工製程。 -
 圖控系統程式開發是建立一個直觀的人機介面(HMI,Human-Machine Interface),讓使用者可以透過圖形化畫面即時監控和操作工廠設備。這種系統常與 PLC、感測器、驅動器連線,提供設備狀態、警報資訊,甚至歷史資料分析,幫助工廠更智慧、更高效。
圖控系統程式開發是建立一個直觀的人機介面(HMI,Human-Machine Interface),讓使用者可以透過圖形化畫面即時監控和操作工廠設備。這種系統常與 PLC、感測器、驅動器連線,提供設備狀態、警報資訊,甚至歷史資料分析,幫助工廠更智慧、更高效。圖控系統核心功能:
- 即時監控:顯示設備運行狀態、溫度、壓力、產能數據。
- 警報管理:異常狀況即時跳出警報,並記錄警報歷史。
- 資料紀錄與趨勢分析:蒐集生產數據,繪製趨勢圖,支持決策。
- 控制操作:透過介面操作設備,例如啟動/停止馬達、調整參數。
- 權限管理:區分不同級別使用者,限制重要操作權限。
常用開發工具:
- WinCC (Siemens):功能強大,與 Siemens PLC 無縫整合。
- iFix (GE Digital):支援大規模 SCADA 系統,適合複雜工廠。
- AVEVA InTouch (原 Wonderware):介面設計靈活,適合多種產業。
開發流程:
- 需求分析:確認監控點、控制邏輯、警報條件、報表需求。
- 系統架構設計:規劃通訊架構(例如 PLC ↔ HMI ↔ 資料庫),決定使用的通訊協議,如 Modbus、OPC UA、EtherNet/IP。
- 畫面設計:設計生產線流程圖、設備狀態燈、趨勢圖、按鈕等介面元素。
- 程式撰寫:撰寫控制腳本、警報條件、資料庫操作程式。
- 測試與調校:模擬運行,測試數據更新速度、警報觸發時機。
- 上線與維護:部署至現場設備,後續進行效能監控與功能優化。
圖控系統常見應用:
- 畫面元件:輸送帶動畫、感測器圖示、狀態燈、啟動/停止按鈕。
- 資料顯示:即時顯示馬達轉速、輸送計數、運行時間。
- 警報系統:當感測器偵測卡料,跳出紅色警報,並發出聲響。
- 趨勢圖表:記錄輸送帶負載變化,支援歷史數據查詢。
-

天車監控系統:
1.無線通訊監控天車大車、小車移動頻率,建立預防保養機制
2.客制化天車監控系統 SCADA 圖控系統,即時監控工廠天車運轉狀態
天車監控系統是針對工業用天車(起重機、吊車)的智慧化監控與管理解決方案!透過感測器、PLC、IoT 和影像技術,即時監控天車運行狀態,預防故障、避免碰撞,甚至能自動收集數據進行預測性維護。🏗️ 天車監控系統的核心功能
🔧 基本監控項目
- 位置與行程監控:監測天車 X/Y/Z 軸位置,避免超出軌道或撞擊。
- 荷重監控:監測吊鉤負載重量,避免超載操作。
- 速度與加速度:防止過快運行導致晃動或失控。
- 防撞檢測:使用雷達、超音波感測器,偵測前方障礙物。
- 鋼索張力與磨損監測:預測鋼索疲勞狀況,避免斷裂風險。
📈 進階智慧功能
- 異常警報:震動異常、過載、軌道偏移等情況自動觸發警報。
- 視覺辨識:用攝影機和 AI 分析吊鉤位置,協助精準對位。
- 資料記錄與報表:自動記錄運行時間、搬運次數、負載歷史。
- 預測性維護:用 AI 模型分析感測器數據,提前預測設備故障。
- 遠端監控與操作:透過 SCADA 或 Web 平台,隨時查看天車狀態,甚至遠端控制。
系統架構
感測器/相機 → PLC/工業電腦 → IoT 網關 → 監控平台/雲端🔧 硬體設備
- 位置編碼器:記錄天車行程、吊鉤高度。
- 荷重感測器:量測吊鉤負載重量。
- 激光雷達/超音波:偵測障礙物距離,避免碰撞。
- 震動/溫度感測器:監控馬達、鋼索輪溫度和震動狀態。
- 工業攝影機:即時影像回傳,支援 AI 影像辨識。
🔧 控制系統
- PLC(Siemens、Mitsubishi、Omron):處理感測器訊號,控制天車動作。
- SCADA 系統(WinCC、iFix、Ignition):視覺化監控介面,顯示天車狀態與警報。
- IoT 平台(Node-RED、ThingsBoard):收集感測器資料,支援遠端監控與推播通知。
🔑 應用範例
- 模擬負載感測器:隨機產生重量數據。
- MQTT 傳輸:將負載資料發送到 MQTT 伺服器。
- 超載警報:若重量超過 1000 kg,狀態顯示 Overload。
🚀 實際應用場景
-
鋼鐵/重工業
- 大型材料吊運,如鋼捲、鋼板。
- 精準計算負載,避免超重影響結構安全。
-
倉儲物流
- 監控自動倉儲系統的堆高天車。
- 實時追蹤貨物位置,結合 WMS 最佳化搬運路線。
-
造船廠/港口
- 吊運大型構件或貨櫃。
- 防撞系統確保多人協作安全。
-
半導體/精密工業
- 監控無塵室天車搬運晶圓或機台零件。
- 微米級位置控制,結合視覺辨識自動定位。
🚀 天車監控系統導入流程
-
設備盤點與需求分析
- 確認天車型號、最大負載、行程範圍。
- 明確要監控的關鍵參數(如負載、行程、震動)。
-
硬體選型與安裝
- 選擇高精度感測器、工業相機。
- 規劃激光防撞區域,設置安全距離。
-
系統整合與測試
- PLC 收集感測器資料,傳送到 SCADA 或 IoT 平台。
- 模擬多種異常狀況,測試警報和停車機制。
-
數據分析與持續優化
- 用 AI 分析長期運行數據,優化設備運行策略。
- 定期檢查感測器和控制系統,保持穩定性。
透過 IoT、AI 和視覺技術,工廠不僅能即時掌握設備狀態,還能預防故障、提升生產效率,甚至實現完全無人化搬運。 -
 AVEVA Edge是一個全面的開發平台包含了許多強大的工具,用來製作SCADA與HMI應用程序,開發環境可以讓使用者一次性的開發並且發布到各式場域、移動裝置,提供現場設備狀況顯示和網頁連線顯示。
AVEVA Edge是一個全面的開發平台包含了許多強大的工具,用來製作SCADA與HMI應用程序,開發環境可以讓使用者一次性的開發並且發布到各式場域、移動裝置,提供現場設備狀況顯示和網頁連線顯示。 -
 機械手臂程式是讓機械手臂執行特定任務的過程,像是搬運、焊接、塗膠、組裝或品檢。透過撰寫控制程式,可以精準控制手臂的動作軌跡、速度、夾爪狀態,甚至搭配視覺辨識和感測器,打造靈活的自動化解決方案。
機械手臂程式是讓機械手臂執行特定任務的過程,像是搬運、焊接、塗膠、組裝或品檢。透過撰寫控制程式,可以精準控制手臂的動作軌跡、速度、夾爪狀態,甚至搭配視覺辨識和感測器,打造靈活的自動化解決方案。常見機械手臂品牌與開發環境:
- ABB:RobotStudio、RAPID 程式語言
- Fanuc:ROBOGUIDE、Karel、TP 程式
- KUKA:KUKA.WorkVisual、KRL 語言
- Yaskawa (安川):MotoSim、Inform 語言
- UR (Universal Robots):URScript、Polyscope
每個品牌都有自己的程式語言和模擬工具,但核心邏輯大致相同。
開發流程:
- 需求分析:釐清手臂的任務(搬運、焊接、打磨等),確認動作範圍、精度要求。
- 手臂建模與模擬:使用軟體模擬手臂運動軌跡,避免碰撞、規劃最短路徑。
- 程式撰寫:根據任務撰寫控制邏輯,包括座標設定、路徑規劃、IO 控制。
- 硬體整合:與周邊設備連線,如 PLC、視覺相機、力覺感測器、輸送帶。
- 現場測試與調校:測試速度、加速度、夾爪力道,調整細節確保穩定性。
- 上線與維護:部署至生產現場,定期維護並優化程式。
進階功能整合:
- 視覺辨識:結合相機和 OpenCV,自動辨識物件位置,調整手臂軌跡。
- 力覺控制:用力矩感測器調整施力強度,適用於打磨、拋光等工序。
- 協作功能:人機協作手臂(如 UR),透過感測器偵測外力,避免碰撞。
- 離線模擬:使用 RoboDK、ROS 等工具提前模擬手臂運動,優化效率。
常見應用場景:
- 組裝產線:高精度裝配小零件,如電子產品。
- 物流搬運:自動堆疊貨品、快速揀選出貨。
- 焊接與噴塗:精準控制焊接軌跡,確保焊點品質。
- 品檢篩選:搭配視覺系統,快速檢查產品缺陷。
-

無人搬運車系統:
1.客製化工廠自動化無人搬運車系統規劃
2.產品搬運、模具搬運、無人搬運倉儲系統規劃
3.客制化無人搬運車監控系統(圖控),即時監控無人搬運車運轉狀態
無人搬運車(AGV,Automated Guided Vehicle)是一種能自動搬運物料、貨品的移動設備,常見於工廠、倉庫和物流中心。它透過感測器和導航系統,自主行駛於既定路線,能大幅減少人力搬運成本、提升作業效率,是智慧製造和智慧物流的重要元素。🚗 AGV 的基本結構
🔧 硬體組成
- 車體結構:包含底盤、驅動馬達、輪組。
- 感測器:激光雷達、超音波感測器、紅外線、防撞開關。
- 導航系統:磁條、雷射、SLAM(即時定位與建圖)。
- 控制器:PLC、單板電腦(如 Raspberry Pi)、工業電腦。
- 電源系統:鋰電池、鉛酸電池,搭配無線充電或自動充電站。
🛠️ 軟體控制
- 路徑規劃:A* 演算法、Dijkstra 最短路徑演算法。
- 車輛調度:多車協同控制,避免堵車或死鎖。
- 即時通訊:MQTT、WebSocket,讓 AGV 與中央控制系統互動。
📍 常見導航方式
-
磁條導航
- 車底磁性感測器追蹤地面的磁條。
- 優點:便宜、穩定。
- 缺點:靈活性低,變更路線需重新鋪設磁條。
-
雷射導航
- 透過車頂的激光雷達掃描環境,定位反射板或障礙物。
- 優點:定位精準,可動態調整路線。
- 缺點:成本較高,環境變化大時可能失準。
-
視覺導航
- 使用攝影機辨識地面標誌或條碼進行導航。
- 優點:適合複雜環境,可結合 AI 強化辨識能力。
- 缺點:光線變化可能影響辨識效果。
-
SLAM(即時定位與建圖)
- 透過雷達或相機邊行走邊建圖,實時調整路徑。
- 優點:高度靈活,可適應動態環境。
- 缺點:運算量大,對硬體性能要求較高。
📦 AGV 典型應用場景
-
智慧工廠物料搬運
- 將原料從倉庫搬到生產線,減少人工搬運時間。
- 結合 MES 系統,根據生產排程自動配送物料。
-
物流倉儲
- 根據訂單內容,自動到指定貨架取貨。
- 搭配 WMS(倉儲管理系統),優化揀貨路徑。
-
醫療設備運送
- 自動將藥品、檢體送到指定病房或實驗室。
- 可搭配電梯控制系統,跨樓層運輸。
-
無人化碼頭
- 搬運貨櫃到堆場或裝卸平台。
- 結合 RTG(輪胎式龍門吊) 完成全自動化物流。
🚀 導入 AGV流程規劃
-
需求評估
- 分析搬運流程、搬運距離、貨物重量。
- 決定導航方式和車型(如舉升式、牽引式、潛伏式)。
-
場地規劃
- 確認行駛路線、避障區域、充電站位置。
- 若用磁條導航,需提前鋪設磁條。
-
軟體整合
- 連接 ERP/MES/WMS 系統,根據生產排程自動派車。
- 導入 FMS(Fleet Management System),協調多車調度。
-
模擬與測試
- 透過 仿真軟體(如 RoboDK、Gazebo)模擬運行情境。
- 現場實測避障、路線切換、電量管理。
-
上線與持續優化
- 定期維護感測器、電池、輪胎。
- 收集運行數據,優化導航演算法和搬運路線。
-

精實生產(Lean Production)和自動化是現代製造業提升效率、降低浪費、保持競爭力的兩大核心策略,永豐程科技可結合精實生產與自動化讓生產效率提升,打造彈性且高效的智慧工廠,既能減少不必要的資源消耗,又能透過自動化技術提升生產速度和品質。
🔧 什麼是精實生產?
精實生產源自豐田生產系統(TPS),核心理念是透過持續改善,消除生產過程中的各種浪費,以最少的資源創造最大價值。
🔑 精實生產的 5 大核心原則:
- 價值(Value):站在客戶角度,明確產品的價值。
- 價值流(Value Stream):分析整個生產流程,識別增值和非增值活動。
- 流程連續性(Flow):確保生產流程順暢無阻,減少等待與中斷。
- 拉式生產(Pull):根據實際需求生產,避免過度生產。
- 追求完美(Perfection):持續改善,追求零浪費、零缺陷的狀態。
🔍 精實生產的 7 大浪費:
- 過度生產:生產超過需求量。
- 等待:設備故障、工序不順導致停工。
- 搬運:不必要的物料搬運、移動。
- 加工過度:不必要的額外加工或過高精度要求。
- 庫存:囤積過多原料或成品。
- 動作浪費:不必要的操作,如多餘的手部或機台動作。
- 不良品:產生瑕疵品,需返工或報廢。
👉 目標:透過流程優化、現場管理和持續改善(Kaizen),最大程度減少這些浪費。
⚡ 什麼是生產自動化?
生產自動化是指用機器、感測器、控制器和軟體來自動執行生產作業,減少人為干預,提升生產速度、精度和穩定性。
🔧 常見的自動化技術:
- PLC 控制:自動控制設備啟停、動作順序。
- 機械手臂:自動搬運、組裝、焊接、打磨。
- AGV/AMR(自動搬運車):自動運輸物料,減少人工搬運。
- 視覺檢測:用 AI + 相機自動檢測產品瑕疵。
- SCADA 系統:即時監控整個工廠運行狀態。
- 資料分析與 AI:用數據驅動決策,預測維護,最佳化排程。
👉 目標:提高生產效率、縮短生產週期、減少人工作業錯誤。
🚀 精實生產 + 自動化的完美結合
將 精實生產 與 自動化 結合,可以打造一個高彈性、低浪費的智慧製造系統!
🔧 實戰應用場景:
- 拉式生產 + 自動化物料補給
- 使用 AGV 搭配 RFID,自動根據生產需求配送物料,避免原料囤積。
- 即時品質控制 + 電腦視覺
- 在生產線加裝 AI 視覺系統,即時檢測產品缺陷,瑕疵品立即剔除,減少後段返工浪費。
- OEE 優化 + SCADA 監控
- 透過 PLC + SCADA 監控設備狀態,收集 OEE(整體設備效率) 數據,分析停機原因,持續優化瓶頸工序。
- 柔性生產 + 自動換線
- 使用 機械手臂 和 伺服馬達,快速切換生產型號,支援小批量多樣化訂單需求,降低換線時間。
- 預測性維護 + AI 分析
- 透過感測器蒐集設備震動、溫度數據,AI 模型分析健康狀態,提前預測故障,避免突發停機造成浪費。
📊 效益分析範例
指標 改善前 改善後 生產週期時間 5 小時 3 小時 缺陷率 3% 0.5% 庫存周轉率 2 次/年 8 次/年 人工工時 100 小時/月 40 小時/月 設備稼動率(OEE) 60% 85% 🌟 導入策略建議
- 現場評估:使用 價值流程圖(VSM)分析生產流程,找出浪費環節。
- 階段式自動化:優先自動化高重複性、低附加價值的工序,例如搬運、包裝。
- 小步快跑、持續改善:透過 PDCA 循環,逐步優化流程,不斷調整策略。
- 培訓與文化建立:培養員工精實思維,讓自動化與現場改善文化並行發展。
- 數據導向決策:用 IoT 感測器與 AI 數據分析,量化改善效果,為未來策略提供決策依據。
-

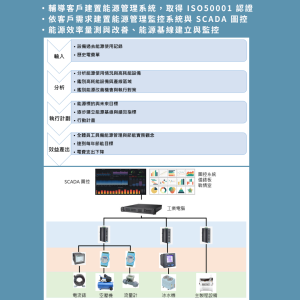
- 輔導客戶建立能源管理系統,取得 ISO50001 認證
- 依客戶需求建置能源管理系統與 SCADA 圖控系統
- 協助能源效率量測與改善、能源基線建立與監控
能源管理系統核心功能:
- 即時監控:收集電表、溫濕度感測器、設備用電數據,顯示能源使用狀態。
- 資料記錄與分析:統計歷史用電量、尖峰負載,繪製趨勢圖,找出異常點。
- 警報通知:設定警戒值,超出能耗標準時發送通知(如用電超載)。
- 用電優化策略:根據生產排程或時間電價自動調整設備運行策略,例如離峰時段啟動高耗能設備。
- 碳排放監控:換算能源使用量為碳排放數據,協助碳盤查與減碳規劃。
程式解讀:
- Modbus 通訊:讀取電表的輸入暫存器(Input Registers)。
- 數據轉換:根據電表規格,將原始數據轉換為實際電流值。
- 資料庫操作:將讀取到的數據寫入 MySQL 資料庫,方便後續分析。
進階功能整合:
- 負載預測:用機器學習模型(例如 LSTM)預測未來用電趨勢,提前調整排程。
- 太陽能/儲能系統:即時監控光伏發電量、電池充放電狀態,最大化綠能利用率。
- 需量控制:當即將超過契約容量時,自動關閉非必要設備,避免超約罰款。
- 視覺化儀表板:用 Grafana 或 Power BI 製作能源使用儀表板,讓管理者一目了然。
應用場景:
- 工廠製造:監控每條產線的能耗,分析設備效能,降低生產單位能耗。
- 商業建築:最佳化空調、照明策略,例如根據人流密度自動調整冷氣強度。
- 智慧城市:監控公共設施(路燈、電梯、供水系統)能源使用狀況,提升城市能源效率。
- 資料中心:即時監測伺服器機櫃溫度、UPS 狀態,平衡負載,減少冷卻能耗。
優勢與未來發展:
- 降低能源成本:透過數據驅動決策,避免不必要的能源浪費。
- 符合永續發展目標:協助企業達成 ISO 50001 能源管理標準,邁向碳中和。
- AI 智慧優化:未來可結合 AI,動態調整能源策略,例如根據天氣預測調整冷卻系統運行模式。
-
 自動光學檢測設備(Automated Optical Inspection, AOI)是一種利用高解析度攝影機和影像處理技術,來快速檢查產品外觀、尺寸或表面缺陷的設備。AOI 廣泛應用於電子製造、半導體、精密加工等產業,能取代傳統人工目檢,大幅提升檢測速度與準確性!
自動光學檢測設備(Automated Optical Inspection, AOI)是一種利用高解析度攝影機和影像處理技術,來快速檢查產品外觀、尺寸或表面缺陷的設備。AOI 廣泛應用於電子製造、半導體、精密加工等產業,能取代傳統人工目檢,大幅提升檢測速度與準確性!🔧 AOI 的基本工作原理
-
影像擷取
- 使用高解析度工業相機或線掃描相機拍攝產品影像。
- 補光設備(如環形燈、同軸光、斜角光)增強表面特徵。
-
影像處理與分析
- 透過影像處理演算法分析產品影像,提取邊緣、紋理、對比度等特徵。
- 使用模板比對、特徵匹配、深度學習模型判斷產品是否合格。
-
缺陷判定
- 根據檢測標準標示不良品,如刮痕、裂紋、汙漬、異物、焊接不良等。
- 分類缺陷類型,統計良率和不良率。
-
輸出結果與設備控制
- 檢測結果回傳至控制系統(如 PLC、MES)。
- 自動剔除不良品,或發送警報通知操作人員。
🛠️ AOI 主要檢測項目
- 外觀瑕疵:刮痕、裂縫、氣泡、變色、凹痕
- 尺寸檢測:長度、寬度、高度、公差測量
- 元件檢查:元件漏裝、偏移、極性錯誤、短路焊接
- 印刷標記:雷射打標、條碼、文字 OCR 辨識
- PCB 焊接品質:焊點虛焊、錫球、錫橋、焊料不足
🚀 AOI + AI 的智慧升級
🔧 傳統 AOI 的檢測邏輯多半是基於閾值判斷,對於複雜的瑕疵可能誤判。現在許多工廠會結合 AI,讓 AOI 更聰明!
- 缺陷分類:用卷積神經網路(CNN)自動分類瑕疵類型。
- 異常偵測:用無監督學習模型(如 Autoencoder)學習正常品特徵,快速辨識異常。
- 瑕疵預測:用歷史生產數據訓練模型,分析哪個工序容易產生缺陷,提前調整製程。
📈 好處:降低漏檢率、提高良率,並能自動學習新類型的缺陷!
🎯 導入 AOI 的建議步驟
- 需求分析:確認要檢測的瑕疵類型、尺寸精度、檢測速度要求。
- 設備選型:根據產品特性,選擇 2D/3D、線掃描或點掃描 AOI。
- 光源測試:調整光源角度、波長,讓瑕疵特徵更明顯。
- 演算法開發:搭建影像處理邏輯,或訓練專用深度學習模型。
- 現場調校:調整檢測參數、移動速度,平衡檢測精度與效率。
- 數據監控與持續優化:用 AI 進行持續學習,不斷降低誤判率!
- 食品業
- 製造業
- 電子業
- 生技業
- 金屬加工業
- 汽車行業
結合 影像處理 和 AI 技術,可以讓生產線更快、更準、更穩,降低人為誤判,提升產品競爭力! -
-

MES 系統(Manufacturing Execution System,製造執行系統)幫助工廠管理和優化生產流程的系統,負責串接現場設備和企業資源規劃(ERP)。即時監控生產狀態、追蹤物料、管理工單,提升生產效率。
MES 主要功能:
- 生產排程:最佳化排班,確保設備運行效率。
- 工單管理:追蹤每張工單的進度、批次和完成狀態。
- 品質監控:即時收集生產數據,發現異常立即警報。
- 設備維護:監測機台狀況,提前安排維護,減少停機時間。
- 物料追溯:從原料到成品,全程追蹤每個製程的詳細紀錄。
- 儀表板(可透過顯示生產良率、稼動率、停機原因分析)。
- 生產線流程圖,標示各製程站點的狀態(生產中/待機/異常)。
- 生產工單進度條、物料清單(BOM)、批次序號追蹤。
-

1. PLC(可程式邏輯控制器)
- 功能:處理感測器輸入信號,根據控制程式驅動輸出設備。
- 品牌:Siemens、Mitsubishi、Omron、Allen-Bradley
- 應用:輸送帶控制、機械手臂運動、包裝機控制
2. HMI(人機介面)
- 功能:提供直觀操作畫面,讓操作員監控設備狀態,調整參數。
- 品牌:Weintek、Pro-face、Delta、Siemens WinCC
- 應用:生產線監控、能源管理、空調系統控制
3. 變頻器(VFD)
- 功能:調整電機運行頻率,控制速度和扭矩,降低能耗。
- 品牌:Delta、ABB、Yaskawa、Schneider Electric
- 應用:風扇、水泵、輸送機速度控制
4. 工業感測器
- 種類:溫度、壓力、光電、超音波、編碼器
- 品牌:Keyence、SICK、Banner、Omron
- 應用:產品檢測、位置感測、液位監控
5. 運動控制器
- 功能:精準控制伺服馬達或步進馬達的位移、速度、加速度。
- 品牌:Delta ASDA、Yaskawa、Beckhoff(TwinCAT)
- 應用:CNC 加工機、切割機、機械手臂運動軌跡控制
應用案例:
- 智慧製造產線
- 目標:提升生產效率,降低停機時間。
- 解決方案:PLC + 變頻器控制輸送線速度,搭配 HMI 監控產量,異常時自動發出警報。
- 智慧農業控制
- 目標:自動化溫室管理,節省人力。
- 解決方案:溫濕度感測器 + PLC 控制灑水系統 + HMI 調整設定值。
- 物流倉儲系統
- 目標:提升揀貨速度,減少錯誤率。
- 解決方案:AGV(自動導引車)+ 梯形圖程式控制移動路徑,搭配條碼掃描器確認物料。
自動化未來趨勢:
- AI + 自動控制:用機器學習分析生產數據,提前預測設備故障。
- 5G + IoT:設備聯網,遠端即時監控與調整控制參數。
- 碳管理與節能優化:結合能源監控系統,自動平衡生產與節能需求。


地址:640雲林縣斗六市棒球11街83號
電話:0915808167
© Copyright 2024 | 永豐程科技有限公司 | All Rights Reserved | Powered by Leading Idea
